


Teknolojiya Giştî
GB / T19228.2-2011
Pêdiviyên gelemperî yên teknîkî ji bo lûleya polayê zingar
GB / T19228-2011 li ser bingeha GB / T12771-2008 ye, ji ber vê yekê hewceyên teknîkî yên jêrîn ji bo boriya polayê zengarnegir a armancên gelemperî jî hene.
Ⅰ. Mezinahî û Tolerans
Dorpêç: devoka destûrê ya diameter derveyî C ± 0,5% D, DN150-300, 0,75% D bin DN150 ye;
Qalindî: Devijiya destûr: ± 10% S;
Dirêjahî: 3000-9000mm, di heman demê de ku pêdivî ye, verastkirina destûrbar jî dikare were xwerû kirin: 0 ~ +20 mm;
Asta Bending: 2mm / M;
Slope: Pêdivî ye ku bendera boriya pola pêdivîyên di tabloya jêrîn de bicîh bîne.
Ⅱ. Rêbaza Hesabkirina Giraniyê
Lûleya polayê zengarnegir bi gelemperî li gorî giraniya teorîk tê radest kirin, û ew jî dikare li gorî giraniya rastîn piştî danûstandinê were radest kirin. Dema ku li gorî giraniya teorîk tê radest kirin, giraniya teorîk li gorî formula (I) tê hesibandin
| Mohra pola zingar. Formula Giraniya Teorîk | |||||
| Na. | Pola Nû | Old Grade | Density | Formula Zivirandin | |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | 7.93 | W = 0,024 91S (DS | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | 7.90 | W = 0,024 82S (DS | |
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | 8.00 | W = 0,025 13S (DS | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | 8.00 | W = 0,025 13S (DS | |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | 7.77 | W = 0,024 35S (DS | |
| Zivirandina Bendava Tubê ya Stainless Steel | |
| Diameterê Derveyî Tubê | Lant 斜 ≤ Slanting≤ |
| 20 | 1.5 |
| 20-50 > | 2.0 |
| -10 50-108 | 3.0 |
w = π ‰ S (DS) ρ ………………. (1)
Not:
W-giraniya teorîkî ya boriya pola bi kîlogram per mêtro (kg / m);
Π = 3.1416;
S-sturiya dîwarê binavkirî ya lûleya pola, li mîlyon (mm);
D — Diametra navîn a boriya pola, bi mîlyon (mm):
P - Dendiya polayê zengarnegir di kg / dm3 de, ji kerema xwe maseya jêrîn ji bo tîrbûna her pola kontrol bikin.
| Pêdiviyên Teknîkî | |||
| Pêdivî ye ku pîvana materyal û mercên bicîhkirî yên boriya pola hewcedariyên jêrîn peyda bikin | |||
| Na. | Pola Nû | Old Grade | Mercên bikêr |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | Vexwarina ava safîbûyî, ava vexwarinê ya rojane, hewa, gaza bijîşkî, ava sar, ava germ, û hwd. |
| Vexwarina ava safî, ava sar, ava germ û hwd. | |||
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | Serîlêdanên ku ji 06Crl9NilO mezintir hewceyê berxwedana zozanê ne |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | Serîlêdanên ku ji 06Cr17Ni12Mo2 mezintir hewceyê berxwedana zozanê ne |
Jîngeha bikêr bi iyonên oksîjenê yên bilind di navîn de
| Pola û Têkiliya Kîmyewî ya Lûleyên Polayê Zingir (Analîza Dûvkirinê) | ||
| Na. | Koda Dîjîtal a Yekbûyî | Têkiliya Kîmyewî (Fraksiyona Girseyî) /% |
| Pêdivî ye ku taybetmendiyên mekanîzmayî yên boriya polayî hewcedariyên di tabloya jêrîn de bicîh bînin |
Hêza Zêdekirina Ne-Nîsansî ya Diyarkirî
Hêza Kêşanê Rm / Mpa
Dirêjahiya Piştî ractikestinê A /%
Rewşa Tedawiya Germahî
Rewşa Tedawiya Ne-Germahî
Pêşangeha Hilberê
Bûyera Hilberê
Terîf
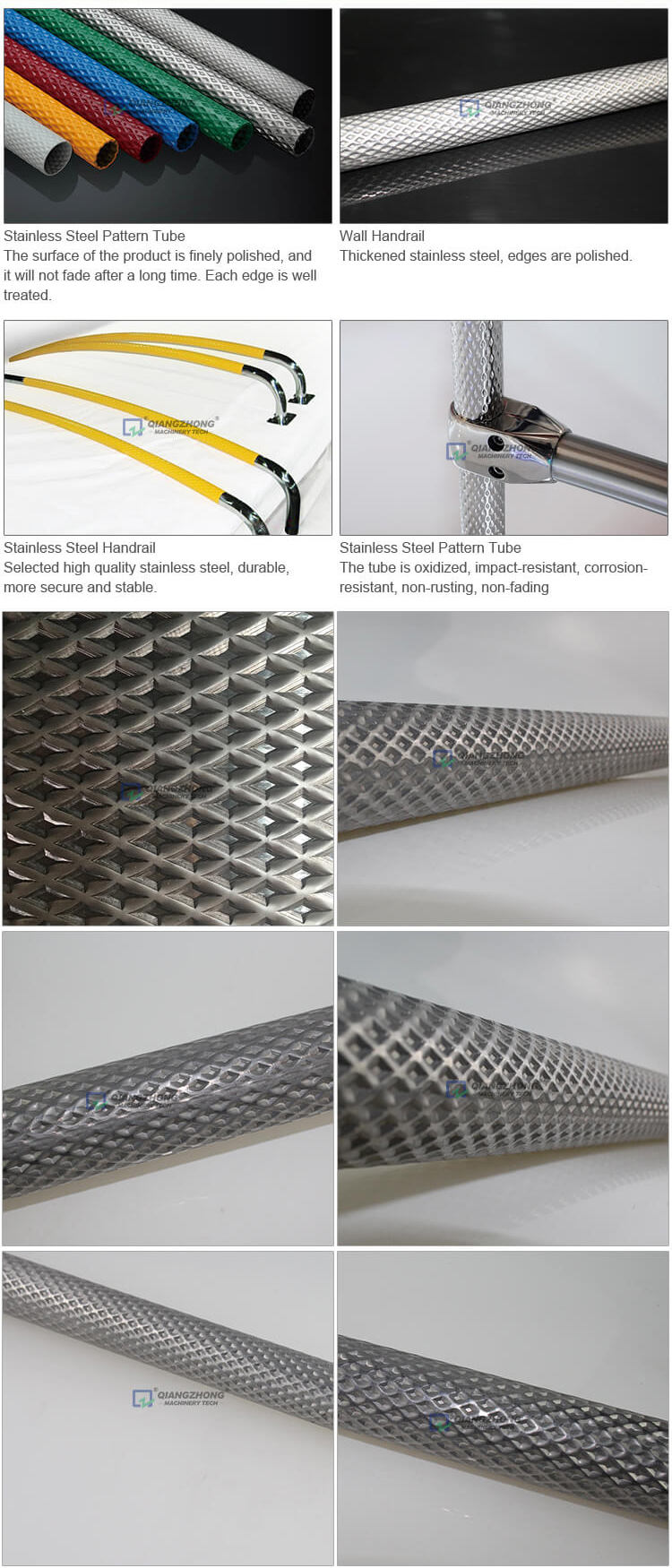
Tubeya ternêwaza Zehf Stainless
- Lûle bi giranî tûle an pola şêlû ye, bi gelemperî wekî destûr an dekorasyon tê bikar anîn, ku materyalê wê bi gelemperî 304 polayê zengarnegir an çêtir e. Pêvajoya hilberîna wê ev e ku ewil pêlika qalibê ku ji hêla polayê ve tê pêçandin, û dûv re jî tevhevkirina dirûnê, û di dawiyê de darijandin û kişandin.
- Ew bi gelemperî nexşeya elmas an şêweya dorpêçê ye, embossing strip pola û pola polayê ya welding pêk tîne.
Bejna wê bi gelemperî 22mm-48mm e, serlêdana sereke: xemilandina xaniyê, destikên barîkatê yên pêlîstok, destikên lûleyê, desturên tirimbêlê, û hwd.
| φ25 x 1.5φ32 x 1.5 | Otomobîl, Otobus |
| φ30 x 2.0 | Japonya |
| φ32 x 2φ32 x 2.5 | çîn |
| φ35 x1.5φ35 x 2.0 φ35 x 2.5 φ35 x 3.0 |
Hong Kong, Koreya Başûr |
| φ38 x 2.0φ38 x 2.5 φ38 x 3.0 |
EU |
Tubek Pargîdaniya Zehfal a Bînayî, Tubek Handrail a Dîwarî, Tubek Handrail ji bo Kêmendaman
Vê hilberê avahiyek nûjen û teknolojiya pêşeng heye. Li gorî taybetmendiyên destmal, bihevra organîkî ya avêtin û lûleyê destnîşan dike ku destûr xwediyê xêzên rûyê rûkûpêk û bihêz e. Pêvajoya splicing handrail pirsgirêkê çareser dike ku hin goşeyên piştî welding handrail ne dikarin bên dermankirin rûyê. Li gorî pêdiviyên teknîkî, rûyê destûrê dikare bi firçe, peqandina qûmê, qurçikîn, boyaxkirina sprayê, û dirûvê spreyê were derman kirin. Di paşiya paşîn de, rûber di pêvajoyek taybetî ya dijî-qirêjkirinê de tê dermankirin, û wê dixuye xuyangek spehî, bê rûn û paqijkirî hêsan. Pêvajoya welding ya taybetî ji bo çêkirina destikê ji aliyên operasyonê, amûran, û pîvanên pêvajoyê ve ji bo misogerkirina kalîteya têljêkirinê ji her alî ve tê şopandin.
| φ25 x 1.5φ32 x 1.5 | Otomobîl, Otobus |
| φ30 x 1.2 | Japonya |
| φ32 x 2φ32 x 2.5 | çîn |
| φ35 x 2.0φ35 x 2.5 φ35 x 3.0 |
Hong Kong, Koreya Başûr |
| φ38 x 2.0φ38 x 2.5 φ38 x 3.0 |
EU |





